��ꖴ��A���I�aƷ������C���o�ϙC����ӺY�ȮaƷ��
��ԃ�Ԓ��0379-62669995

���YӍ
���}���]
- �A�Fɰʯ����C����x�ͣ�
- ����ʯ��ɰ�C
- ����ʽ����C����ɰʯ��...
- ASD�Vʯ����C
- C�ʽ�rʯ����C
- GPYҺ���A�F�Vʯ����C
- PFQ�Vʯ����C
- ���Ұlչ�ĸ�ί�����о�...
ϵ�҂�
CONTACT
��ַ������ʡ������P��·280̖
�Ԓ��0379-62669995
��S·�������վ�����ٹ�·�������B��������ꖳ��ڳ��l�����Ǵ�����мs10�������P��·���P��·���мs2���T���ҹ�˾��
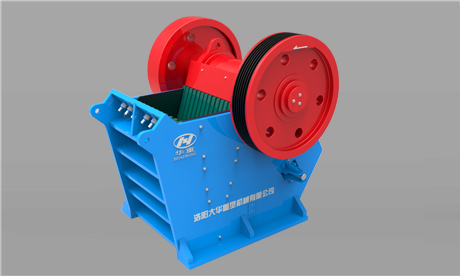
�Xʽ��݁����CӋ��������
��Դ����ꖴ��A �� �l��r�g��2016-02-01 08:27:37 ���c������
�Xʽ��݁����CӋ���������ă������£�
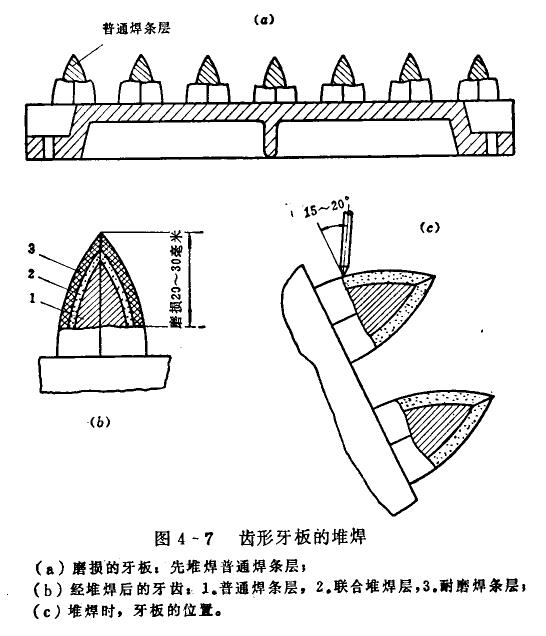
(1)�Ѻ��X�������ϲ���ĥ�p�����X���Ѻ�ǰ���������݁���ϲ�������ƽ�_�ϣ�ʹ�Ѻ��ı���̎��ˮƽλ�ã�Ȼ�����M�жѺ����Ѻ�������D4—7��ʾ���Ѻ�������呪���䣬��ֹ�Ѻ��Ӯa���Ѽy�Ԝp�����X�ď��ȡ�һœ����ʯ�����Ѻ������X���������������҃Ƚ��������أ����������ڸ���t�Ⱦ��䡣
(2)�{���S�е��g϶����Qĥ�p���ص���ߡ��ڹ������S�ߕrÿƽ�������ϵĽ��|���c����������Ҫ���~�߽��|���c��������12�����S�кϽ���S�߽��|���c��������8����
(3)��������Q�����S��С�X݆���ڂ���ʂ�������r�£����A�Ȍ������S�����b��ã����в������Q��Ȼ�����ޏ�ĥ�p���S���X݆�������´����Ă�����S�i�ߴ�ĥ�p���ؕr��ͨ������늺��Ѻ��M�л֏ͣ��Ѻ��ļӹ�������5~8���ס�
С�X݆һ��ɷ��Dʹ�ã����X݆���S�ϲ�ж�����D�����b���S�ϣ���D4-8��ʾ����ʹ�÷��D��С�X݆�r������ʹ�X݆�������_�����|���ã�Ҳ�������X݆���Dʹ�á�
(4)�z�鰲ȫ�N����Ͳ�����cƤ��݆ĥ�p�����g϶���^ԭ�g϶1��5���r�����Q��Ͳ�����Q�����f������늺��Ѻ�ĥ�p���棬Ȼ��ӹ���ԭ���Q�ߴ硣�Ѻ��r���˷�ֹ��Ͳ�a��׃�Σ�Ҫ���Q�M�к��ӣ������䡣
(5)̎��©�ϼ��ܷ��b�á��Xʽ��݁����C�Ђ������g����һ���10~12���£��ɸ������S���a�Č��H��r�Q����
���˺���
�Xʽ��݁����CӋ��������
����ϲ�g
- ����ʽ�rʯ����C�Ĺ��ϙz�����������2015-12-15
- ����ʽ�rʯ����C�İ��b�c�{ԇ2015-12-15
- �Nʽ����Cʹ���֪2015-12-21
- pcϵ���Nʽ����C�ľS���c���B2015-12-22
- �Xʽ��݁����CӋ��С����2016-02-01
�aƷ���]



- �P�ڴ��A ��˾�śr �lչ�v�� �������o �s�u�Y�| ��I�Ļ� �M���C��
- �aƷչʾ ����Cϵ�� �o�ϙCϵ�� ��ӺYϵ�� ĥ�Cϵ�� �ּ��O�� �Ƅ������O��
- ��˾�� �ИI�� ���}��� ҕ�l���� ����C�O�� �o�ϙC�O�� ��ɰ�C�O��
- ��Q���� ���a������ ���ό��} ���c���� Mϵ��ģ�K��
- �����c֧�� �Ǽ����� �������

�Ź���̖
�Pע���A����C
������ԃ�ᾀ
0379-62669995
Copyright(c)2015-2024