���(y��ng)���A���I(y��ng)�a(ch��n)Ʒ������C(j��)���o�ϙC(j��)�����(d��ng)�Y�Ȯa(ch��n)Ʒ��
��ԃ�Ԓ��0379-62669995

���YӍ
���}���]
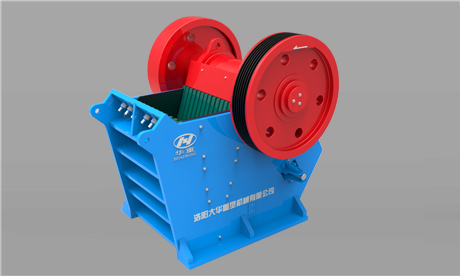
- �A�Fɰʯ����C(j��)����x�ͣ�
- ����ʯ��ɰ�C(j��)
- ����ʽ����C(j��)����ɰʯ��...
- ASD�Vʯ����C(j��)
- C�ʽ�rʯ����C(j��)
- GPYҺ���A�F�Vʯ����C(j��)
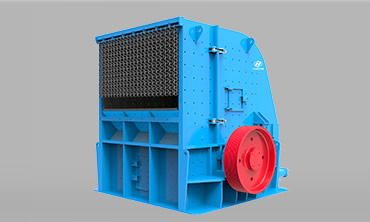
- PFQ�Vʯ����C(j��)
- ��(gu��)�Ұl(f��)չ�ĸ�ί��(j��ng)��(j��)�о�...
(li��n)ϵ�҂�
CONTACT
��ַ������ʡ���(y��ng)���P(gu��n)��·280̖(h��o)
�Ԓ��0379-62669995
��(l��i)�S·�������(y��ng)վ�����ٹ�·�������B���������(y��ng)���ڳ��l(f��)�����Ǵ�����мs10�������P(gu��n)��·���P(gu��n)��·���мs2���T���ҹ�˾��
��ƙC(j��)�ܞ�ήa(ch��n)������Ѽy
��(l��i)Դ��www.qutb.com.cn �� �l(f��)��r(sh��)�g��2015-11-20 11:53:45 ���c(di��n)������
��ƙC(j��)���әC(j��)�ܵļӹ�����dz����㣬�S����(gu��)��(n��i)���ӹ�ˇ�����g(sh��)����څ���죬��(y��ng)��ҲԽ��(l��i)Խ�V���������Ñ�����(y��ng)�C(j��)�ܮa(ch��n)������Ѽy�ĬF(xi��n)���@����ʲôԭ��������أ������҂��͏��Ă�(g��)�����(l��i)������ƙC(j��)���әC(j��)�ܮa(ch��n)������Ѽy��ԭ��
һ�����ӕr(sh��)�Ĝض��^�ͣ�
����C(j��)�ܺ��ӕr(sh��)�Ĝض��^�ͣ����ٺ��Ӻ���s�ٶ��^�죬�@�N��r�º����׳��F(xi��n)�Ѽy�ĬF(xi��n)���e�ǺϽ�Ԫ�غ����^��IJ��|(zh��)����Ӳ�A������׳��F(xi��n)�Ѽy��
�������l��ɵĜضȲ�����Ҫ��
���(y��ng)���A�ں���ǰ����(du��)���l���2��(g��)С�r(sh��)��ʹ��ض��_(d��)��350-400�棬�ұ��غ��S���Sȡ���@�����_�ij�Ҏ(gu��)�����������ٲ����ˆT�](m��i)�Ї�(y��n)��Ҏ(gu��)����(zh��)�У��ں��l�ض�ֻ��200�����ҵĕr(sh��)��ֹͣ�˺�ɹ������@��ʹ���lˎƤ��������ˮ�ֲ�������Ƀ�����������ˮ������Ě���Ѽy�ăA��
�������������������
���ں��l��(du��)���������ˮ������Ƥ���P�����۵ȱ��^���У������Ҫ��(du��)���������M(j��n)�Ї�(y��n)������������(sh��)�Hʩ���^(gu��)���Ќ�(du��)��ˇ��(zh��)�в�����(y��n)�����ʹ����Ѽy�A������
�ġ��](m��i)�в�ȡ��ᡢ�����ʩ��
�ͺϽ�ߏ�(qi��ng)��к������Ѽy�Įa(ch��n)�������p�еĚ��������?zh��n)ס���ǰ�A(y��)�ᡢ������ʹ�����ں�����s�ٶȣ����L(zh��ng)��s�r(sh��)�g��������^��ֵ�ጷţ��Ķ��p�ٺ��p�еĚ京�����p�������c����Ӳ���F(xi��n)���r(sh��)��ᣬ��������ʹ�����ݳ���߀������һ���̶��Ͻ��͚�����(y��ng)�������Ͳ��ϵĴ�Ӳ�ԣ��x�ú��m�ĺ��ضȿɏ��a(b��)�A(y��)��ضȡ�

����ϲ�g
- ����ʽ����C(j��)�\(y��n)�й��ϼ���(y��ng)��(du��)��ʩ2015-11-19
- ����ʽ��ɰ�C(j��)2015-11-20
- ����ʽ����C(j��)�x��/����ʽ����C(j��)���g(sh��)���c(di��n)�̓�(y��u)��(sh��)2015-11-20
- �͑���(y��ng)ԓ����x����ʯ��ɰ�O(sh��)�䣿2015-11-20
- ���L(zh��ng)�ʽ����C(j��)�ʹ�É������P(gu��n)��Ҫ2015-11-20
- ���I(y��)ĥ�ۙC(j��)�ķ�����c(di��n)2015-11-20
�a(ch��n)Ʒ���]



- �P(gu��n)�ڴ��A ��˾�śr �l(f��)չ�v�� �������o �s�u(y��)�Y�|(zh��) ��I(y��)�Ļ� �M���C(j��)��(g��u)
- �a(ch��n)Ʒչʾ ����C(j��)ϵ�� �o�ϙC(j��)ϵ�� ���(d��ng)�Yϵ�� ĥ�C(j��)ϵ�� �ּ�(j��)�O(sh��)�� �Ƅ�(d��ng)�����O(sh��)��
- ��˾�� �ИI(y��)�� ���}��(b��o)�� ҕ�l���� ����C(j��)�O(sh��)�� �o�ϙC(j��)�O(sh��)�� ��ɰ�C(j��)�O(sh��)��
- ��Q���� ���a(ch��n)������ ���ό��} ���c(di��n)��(y��ng)�� Mϵ��ģ�K��
- ����(w��)�c֧�� �Ǽ�(j��)����(w��) ����(w��)���

�Ź���̖(h��o)
�P(gu��n)ע���A����C(j��)
����(w��)��ԃ�ᾀ
0379-62669995
Copyright(c)2015-2024