��ꖴ��A���I�aƷ������C���o�ϙC����ӺY�ȮaƷ��
��ԃ�Ԓ��0379-62669995

���YӍ
���}���]
- �A�Fɰʯ����C����x�ͣ�
- ����ʯ��ɰ�C
- ����ʽ����C����ɰʯ��...
- ASD�Vʯ����C
- C�ʽ�rʯ����C
- GPYҺ���A�F�Vʯ����C
- PFQ�Vʯ����C
- ���Ұlչ�ĸ�ί�����о�...
ϵ�҂�
CONTACT
��ַ������ʡ������P��·280̖
�Ԓ��0379-62669995
��S·�������վ�����ٹ�·�������B��������ꖳ��ڳ��l�����Ǵ�����мs10�������P��·���P��·���мs2���T���ҹ�˾��
�A�F����C�S�ĸ��M����
��Դ��http://www.qutb.com.cn �� �l��r�g��2015-12-29 13:44:07 ���c������
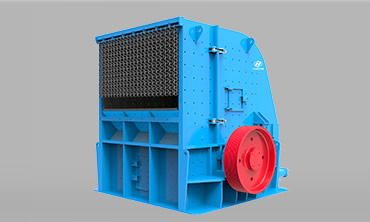
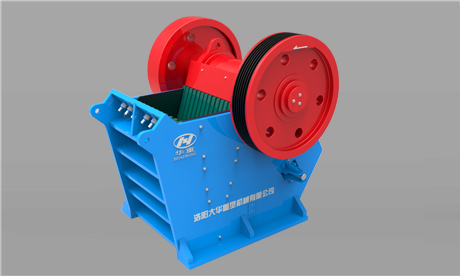
�A�F����C�S�ĸ��M����
�A�F����C��ʹ���^���У���Ҫ����Ķ���һЩӲ�ȱ��^��ĵVʯ��������ʹ��һ�Εr�g�����F�S���c�ϺϽ�a�����x��Ó��ĬF����F�c�S��ĸ�w����ĥ�p�ĬF���@Щ�F�����Ӱ��������w���Π�����������aЧ�ʡ����˸�׃�@�N�F����±��Č���B�A�F����C�S�ĸ��M������

һ���S�ײ��|���x��
�S�IJ��|Ҫ�����һ������ĥ�ԣ�Ӳ��Ҫ�ߡ����˱��ⷱ���ğ�̎�����{�|��������������x��IJ��|ZG45�Ğ�ͺϽ��ZG40Cr�������|ZG45�ڝ�ע���ϺϽ���^���У���ʹ����w�M���l����׃����ˣ����õͺϽ��ZG40Cr�����S��ĸ�w���|����������̎�����ɡ�
�����S�Y���ĸ��M
���˿��]���ϺϽ��c�S�׃ȱڵ��z�Y����ֹ���ϺϽ��c�S�׃ȱ�Ó�_����������ʹ�É��������l�O���¹ʣ���횸�׃�S�׃ȱ��c���ϺϽ�ճ����ĽY���Πʹ���ϺϽ��c�S�׃ȱ�ճ�ϵø��ι̡�
�������칤ˇ�ĸ��M
1�����ϺϽ���ۻ������Ȱ�ԭ���İ��ϺϽ���|��ZChPb15-15�Ğ�ZChPbl6-16-2��������ƺ����g�Ͻ𣬼��~һ�R�Ͻ𣬝�ע���V��Ȼ��������ZChPbl6-16-2�Ͻ�Һ�����ƺϽ�r����ľ̿�ĸ��w�£��ۻ��a���f�ϣ�Ȼ��������g�Ͻ���R���ӟᵽ��ע�ضȣ���0.05%�Ȼ��@�����������úɝ�ע��
2�����ϺϽ�ĝ�ע���ڝ�ע���ϺϽ�ǰ�����ȑ������S��ģо��ȥ��֬�ͳ��P�⣬߀Ҫ���S��ģо�M���A�ᣬ�A��ضȞ�150~200�棻������S�ăȱ�Ҫ��ʩ���a���ڒ��a�����ϣ�ͿZnCl2���Һ���Mһ��ȥ���γɵ�������ڲ����a�ı��棬ҪͿ���o�����������������ʂ乤����ע�ۻ��õİ��ϺϽ�Һ������s���Ҝأ����M����һ���Ĺ���
���˺���
�A�F����C�S��
����ϲ�g
- �С�����A�F��V�C�İ��b�����c�S�o�z��2015-12-07
- ��ֹ�A�F����C������Ʉӵķ�������Щ?2015-12-28
- ���ɈA�F����CƤ��݆�����÷���2015-12-28
- �A�F����C�F�a���Ѽy��ԭ�����2015-12-28
- �T�ԈA�F����C�ă��c��B2015-12-28
- �xُ���ψA�F����C��ԭ�t����Щ��2015-12-29
�aƷ���]



- �P�ڴ��A ��˾�śr �lչ�v�� �������o �s�u�Y�| ��I�Ļ� �M���C��
- �aƷչʾ ����Cϵ�� �o�ϙCϵ�� ��ӺYϵ�� ĥ�Cϵ�� �ּ��O�� �Ƅ������O��
- ��˾�� �ИI�� ���}��� ҕ�l���� ����C�O�� �o�ϙC�O�� ��ɰ�C�O��
- ��Q���� ���a������ ���ό��} ���c���� Mϵ��ģ�K��
- �����c֧�� �Ǽ����� �������

�Ź���̖
�Pע���A����C
������ԃ�ᾀ
0379-62669995
Copyright(c)2015-2024